Il Controllo di Gestione è tale se, oltre a misurare gli eventi aziendali, è in grado di fornire le soluzioni per migliorare lì dove spesso e volentieri ce n’è bisogno, cioè a dire lungo le fasi produttive. Un controllo senza azione è una semplice analisi di bilancio e nulla più. Detto questo passo a trattare una serie di 5 articoli legati dallo stesso filo conduttore: ottimizzare tempi e produttività di qualsiasi tipo di produzione purché organizzata in linea. Nel dettaglio immaginiamo 6 fasi lavorative a loro volta caratterizzate da 6 operazioni (screen shot in basso)
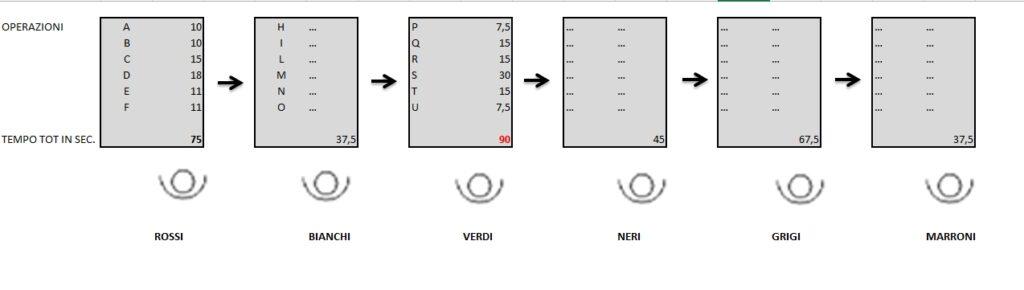
La postazione di verdi presenta il tempo ciclo (CT) più alto che, a sua volta, rappresenta il collo di bottiglia. In parole più povere verdi detta il passo a tutta la linea perché, per quanto veloci possano essere le altre fasi (ti), non uscirà un pezzo finito prima di 90 secondi. A questo punto è importante fare alcune considerazioni (screen shot in basso)

Innanzitutto bisogna calcolare la saturazione di ogni singola postazione, che è data dal tempo della singola postazione fratto il tempo ciclo (tempo più alto della linea e quindi il collo di bottiglia). Risulta evidente come tutte le postazioni in confronto alla postazione collo di bottiglia risulteranno insature, cioè a dire presenteranno del tempo improduttivo che in un qualche modo dev’essere impiegato (questo perché finiscono il loro lavoro in un tempo inferiore al tempo collo di bottiglia). La saturazione media di tutta la linea è data appunto dalla media di tutte le postazioni, collo di bottiglia compreso (uno degli obiettivi sarà proprio far aumentare la saturazione media). La produzione oraria sarà data dal rapporto di 1h/CT cioè a dire un’ora espressa in secondi (3600 secondi) /il tempo collo di bottiglia. In questo modo in maniera semplicissima conosceremo quanti pezzi ad ora la linea al momento è in grado di realizzare. Gli obiettivi di questa analisi sono riconducibili ai testi dello screen shot sotto
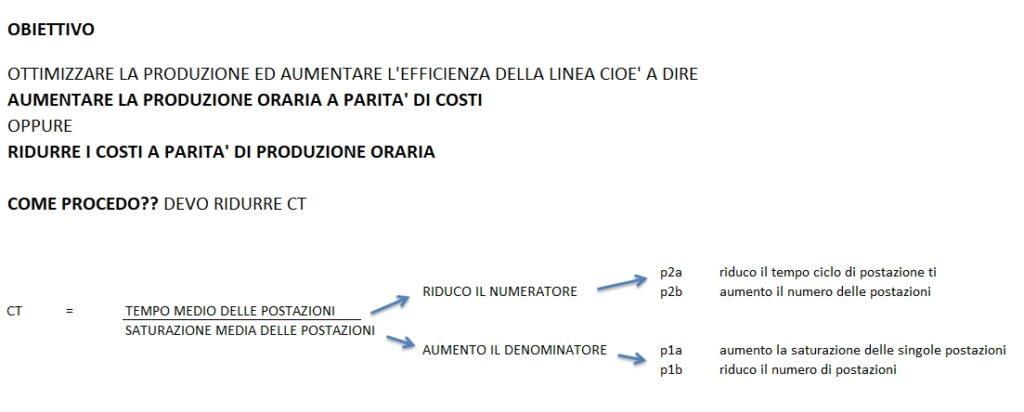
Semplicemente bisogna puntare ad aumentare, in funzione dei tempi di ogni singola postazione (ti) e delle loro singole operazioni, l’efficienza della linea e contestualmente ottimizzare la produzione della stessa. Ciò è possibile ottenendo la stessa produzione a costi inferiori, piuttosto che una maggiore produzione a parità di costi. Tutto ciò sarà possibile intervenendo sul CT e in particolare agendo sul numeratore e sul denominatore della formula di calcolo del CT. I prossimi articoli tratteranno proprio di questi aspetti.
Il commercialista che vuole davvero implementare un corretto sistema di controllo di gestione in un’azienda, non può prescindere da questo genere di osservazioni al fine di ottenere il massimo risultato rispetto gli obiettivi prefissi. L’art. 2086 c.c. prevede, oltre che la possibilità di intercettare i primi segnali di crisi, anche la capacità di garantire la continuità aziendale. Tutto ciò non può prescindere dal sapere intervenire sotto i capannoni produttivi così da migliorare la redditività delle produzioni realizzate. Noi ci rendiamo disponibili verso i professionisti tramite una nuova frontiera della formazione, per saperne di più clicca qui.