
Si può immaginare un commercialista dedito al recupero di marginalità lungo le fasi produttive? Certo, semplicemente perché non c’è motivo per il quale un commercialista non si possa dedicare ad attività di recupero margini lungo la catena produttiva! Volere e potere ed un professionista che generalmente ha confidenza a lavorare con i numeri (es. bilanci) non dovrà fare altro che continuare a lavorare con i numeri (es. tempi di produzione) prendendo col tempo la dovuta dimestichezza. Tutto qui.
Il recupero di tempo, soprattutto di quei tempi che non generano valore per il cliente, sono alla base di un incremento del margine di contribuzione dei prodotti realizzati. Tra le attività che non creano valore, seppur indispensabili, c’è il setup dei macchinari (per setup si intende l’attrezzaggio di un macchinario che passa dall’utilizzo per la produzione del prodotto A all’utilizzo per la produzione del prodotto B). Il tempo di setup è definito come quell’intervallo di tempo che passa tra l’ultimo pezzo buono della produzione precedente ed il primo pezzo buono della produzione successiva. Il primo passo è definire quali sono i tempi di setup interno e quali quelli di setup esterno.
- Il setup interno è il tempo in cui la macchina è ferma per motivi operativi (o di sicurezza)
- Il setup esterno è il tempo che vede attività di modifica con la macchina che invece continua ad operare.
Il tempo di setup esterno a sua volta è diviso in:
- Attività che precedono la fermata della macchina (Tempo Esterno PRIMA): tra queste ricordiamo la selezione delle persone dedicate, la preparazione dei documenti, la preparazione di strumenti, piccole riparazioni piuttosto che avvicinamento di parti e strumenti alla macchina.
- Attività che succedono al riavvio della macchina (Tempo Esterno DOPO): compilazione di documenti, pulizia di parti e/o strumenti, posizionamento in magazzino delle parti e/o strumenti.
La tecnica da applicare è chiamata SMED che sta a significare “single minute exchange of die” cioè attrezzaggio in un numero di minuti espresso da una sola cifra (quindi inferiori a 10). Il segreto è trasformare quanti più tempi di setup interno, in tempi di setup esterno. Per arrivare a ciò le logiche da applicare sono tre:
- Anticipare la preparazione delle condizioni operative.
- Standardizzare le funzioni essenziali: pensare cioè a tutte le possibili modifiche ad attrezzature e macchine al fine di evitare o comunque comprimere attività di attrezzaggio lunghe e laboriose.
- Definire dei corretti sistemi di riferimento per il posizionamento delle parti, al fine di evitare errori e/o alleggerire l’attività stessa.
Passiamo ora ad un esempio pratico. Riprendiamo il nostro solito imprenditore oleario oggetto della case history che portiamo avanti da circa due anni (chi vuole trova interessanti spunti in merito agli articoli precedenti, visitando il nostro blog su www.bussolastar.it).
Immaginiamo di mappare il tempo di setup di cambio formato del macchinario “capsulatrice”. Nel dettaglio tutto è riassunto nella figura seguente
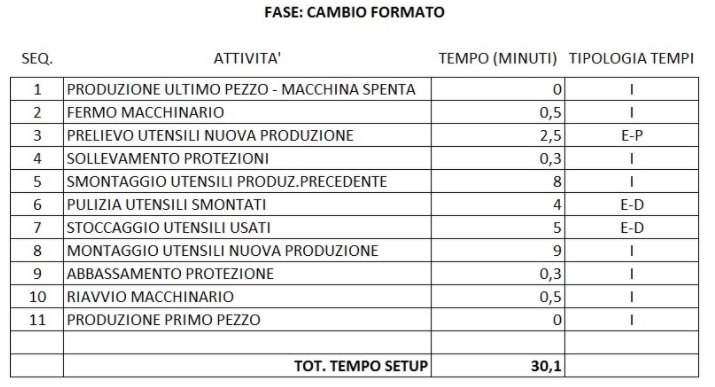
- Sotto la colonna “attività” sono elencate tutte le operazioni che riguardano il setup del cambio formato del macchinario “capsulatrice”.
- La colonna “tempo in minuti” vede il tempo dedicato per ogni attività.
- La colonna “tipologia tempi” indica il tipo di tempo: con “I” si intende il tempo Interno, con “E-P” il tempo Esterno Prima ed “E-D” Esterno Dopo.
Il tempo totale è di 30,1 minuti. Risulta evidente come ci siano dei tempi esterni che possono essere gestiti in testa ed in coda alla fase di setup, evitando quindi di fermare la macchina. Riordiniamo le operazioni elementari, facendo si che il prelievo dei nuovi utensili sia effettuato a macchina accesa (operazione che da n.3 diventa n.1), così come la pulizia e lo stoccaggio degli utensili usati (operazioni che da n.6 e 7 diventano n.10 e 11) figura seguente.
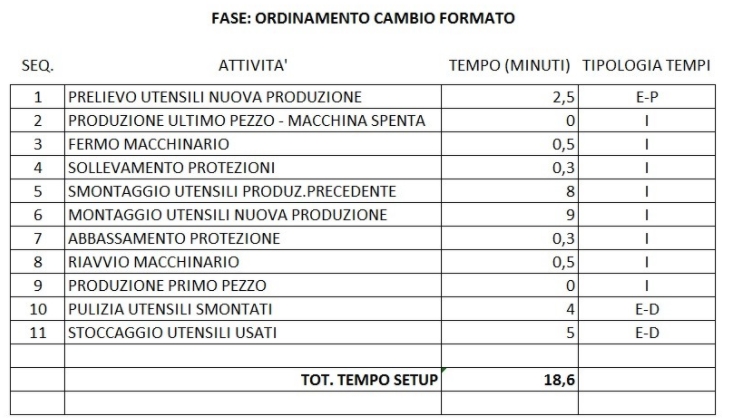
Il tempo di setup passa da 30,1 minuti a 18,6 minuti (somma dei soli tempi interni), con una riduzione di 11,5 minuti pari al 38% del tempo totale. Può sembrare una banalità ma molte aziende, soprattutto quelle che presentano frequenti cambi di lavorazione, incappano in dispendiose perdite di tempo (e costi) durante le fasi di attrezzaggio. C’è inoltre da considerare che a “macchina ferma” probabilmente rimarranno fermi anche uno o più operatori, facendo sì che lo spreco non riguardi solo il tempo strettamente legato al macchinario ma che coinvolga anche il tempo legato agli operai.
Le risorse finanziarie prima di essere cercate presso terzi (principalmente gli istituti di credito) andrebbero cercate lungo le fasi produttive, lì dove si annidano i cosiddetti “muda” (sprechi dal giapponese) e che alle volte caratterizzano veri e propri “pozzi senza fondo”, rendendo vana se non addirittura deleteria ogni ricerca di nuova finanza. La riforma della CCII avanza, gli equilibri finanziari di lungo periodo sono frutto di equilibri economici difficilmente ottenibili se non si curano aspetti come quello trattato nell’articolo in oggetto.
Abbiamo ripreso con il nostro corso in controllo di Gestione “Diventa un controller”. Per info e date www.bussolastar.it/attivazioni/corso
Se ti è piaciuto l’articolo te ne sarei grato se mi aiutassi a farlo girare condividendolo:-)
Bravo Pierpaolo
Da condividere in toto
grazie fabio..la strada del cdg non si batte solo su dati contabili, ma necessita di dati extracontabili da ricercare in giro in azienda ovunque ci siano processi (produttivi e/o office)