Nell’ultimo articolo ho trattato dei vantaggi che può comportare una cella ad U in merito soprattutto alla flessibilità produttiva. Nel momento in cui c’è variabilità dal punto di vista della domanda (ed entro certi limiti), la cella può essere regolata aumentando o diminuendo gli operatori al suo interno. Nel caso di diminuzione degli operatori, due o più operazioni vengono svolte da un unico operatore. Con questo articolo voglio trattare i punti salienti relativi alla progettazione vera e propria di una cella ad U. Partiamo con l’assunto che una cella ad U generalmente è organizzata intorno ad un prodotto o alla più ampia gamma possibile di prodotti simili. I punti salienti nella progettazione sono:
1) Identificazione dei prodotti e dei processi per la cella: si vanno a raggruppare i macchinari in funzione dei prodotti che attraverseranno quella tipologia di processo
2) Calcolo del takt time medio dei prodotti: in un articolo precedente ho trattato del calcolo del takt time. Il takt time produttivo della cella dovrà essere sempre un po’ inferiore al takt time del mercato, onde evitare colli di bottiglia
3) Definire il tempo ciclo medio (standard): il tempo ciclo dell’operatore è il tempo che l’operatore impiega per effettuare tutte le operazioni che gli competono (inclusi i tempi a non valore aggiunto quali setup, spostamenti, controlli ecc.). il tempo ciclo macchina è il tempo che la macchina impiega per effettuare una determinata operazione. Il ciclo medio viene quindi calcolato come media pesata
4) Verifica della capacità produttiva delle macchine: tutte le operazioni svolte dalle macchine dovranno avere un tempo ciclo inferiore al takt time, verificabile tramite diagramma di yamazumi (concetto già trattato in un articolo precedente)
5) Calcolo del numero degli fte (full time equivalent): consiste nel calcolare il numero degli operatori da inserire all’interno della cella, in funzione della domanda produttiva e deriva dalla formula N°operatori= tempo ciclo totale/ takt time
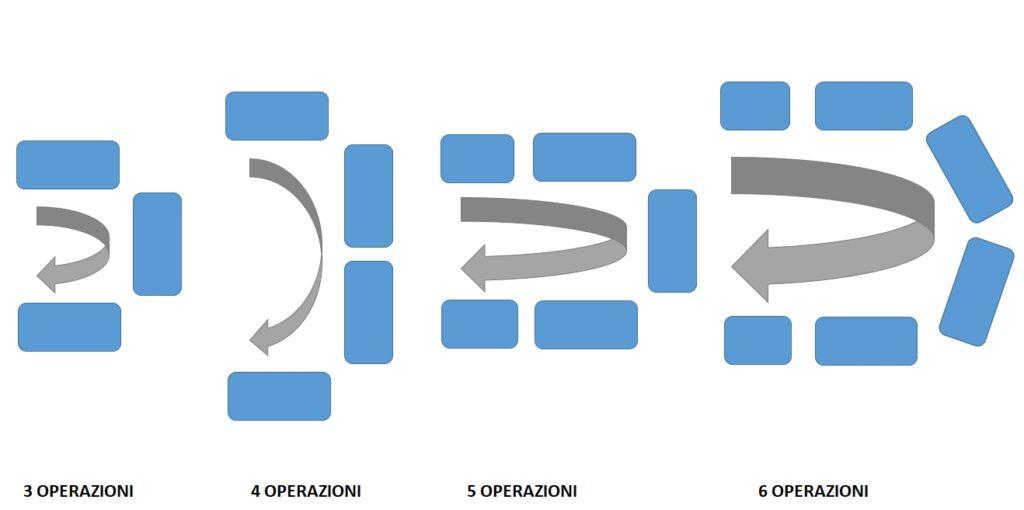
6) Organizzare le macchine secondo il flusso: in funzione delle sequenze delle operazioni, le macchine saranno disposte in modo da rispettarle
7) Bilanciare le operazioni fra gli operatori: cioè a dire distribuire le operazioni fra gli operatori in modo da non superare il takt time per ognuna delle operazioni
8) Definire i percorsi degli operatori: ottimizzare al meglio gli spostamenti ai quali gli operatori saranno soggetti cercando di evitare che le traiettorie si incrocino
9) Definire le scorte fra le operazioni: siccome spesso e volentieri i tempi ciclo dei prodotti che attraversano una cella sono differenti, può essere necessario definire un livello di scorta minima interoperazionale (necessaria ma non consigliata)
In merito al punto 6, di seguito alcuni esempi di disposizione dei macchinari in funzione del numero delle operazioni
Il commercialista che vuole davvero implementare un corretto sistema di controllo di gestione in un’azienda, non può prescindere da questo genere di osservazioni al fine di ottenere il massimo risultato rispetto gli obiettivi prefissi. Noi ci rendiamo disponibili verso i professionisti tramite una nuova frontiera della formazione, per saperne di più clicca qui.