L’adeguatezza degli assetti organizzativi, amministrativi e contabili come previsto dall’art.2086 c.c. in seno alla riforma sulla crisi d’impresa è legge dal “lontano” 16 marzo del 2019. In merito all’aspetto legato all’organizzazione, risulta chiaro che un’organizzazione è adeguata quando è presente un buon organigramma e, ancor meglio, è presente in aggiunta un buon mansionario.
Dopo aver trattato dei sistemi di produzione a cantieri e isole e job shop, è la volta della produzione a celle secondo quelli che sono i principi della group technology. Questo genere di sistema si pone in una posizione intermedia rispetto quelli che abbiamo già avuto modo di trattare e poggia le proprie basi sulla presenza di famiglie di part number. Una famiglia è tale quando i codici che la compongono presentano una distinta base tra essi molto simile, quindi il loro ciclo di lavorazione comporta l’uso delle stesse macchine. Nel momento in cui si constata questo, è possibile che le macchine siano raggruppate in celle o gruppi alle quali sarà destinata una certa famiglia di particolari. I vantaggi possono essere riassunti nella:
riduzione dei tempi di setup
minore quantità in lavorazione
riduzione dei lead time (tempi di attraversamento)
maggiore visibilità
programmazione produttiva più semplice
Una tra le principali differenze esistenti fra il jobshop e la group technology ha natura organizzativa. Mentre nel jobshop gli operatori sono specializzati per tecnologia di lavorazione (es. specializzati in torneria, o taglio ecc.), nella group technology gli operatori sono specializzati nella produzione di una certa famiglia di particolari in maniera trasversalmente più ampia, appunto perché in una cella può aversi la lavorazione dei codici “dalla A alla Z”.
L’obiettivo quindi è raggruppare i macchinari e con essi i codici che dovranno essere lavorati, in modo ad ottenere i vantaggi elencati sopra. Chiaro non è così semplice raggruppare i macchinari; in genere si utilizzano tecniche e algoritmi diversi senza peraltro ottenere una soluzione ottimale diretta. Ciò accade perché ad esempio potrebbero esserci macchinari che vengono utilizzati per la produzione di più codici. In questo caso se non sono ad esempio molto costosi si possono replicare all’interno delle celle, in caso contrario il codice deve temporaneamente uscire dalla cella per essere lavorato altrove e poi rientrarvi.
Semplificando all’estremo potremo avere una situazione di questo tipo (screen shot in basso)
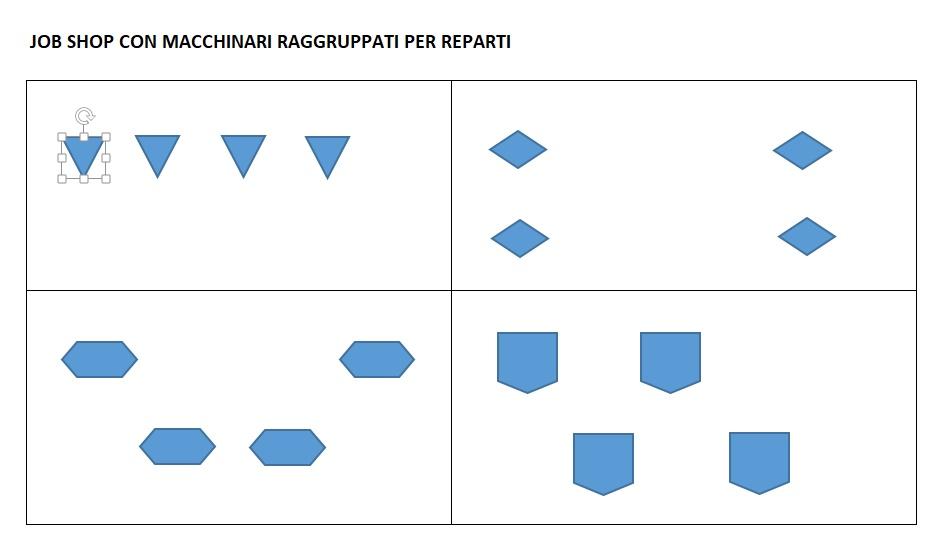
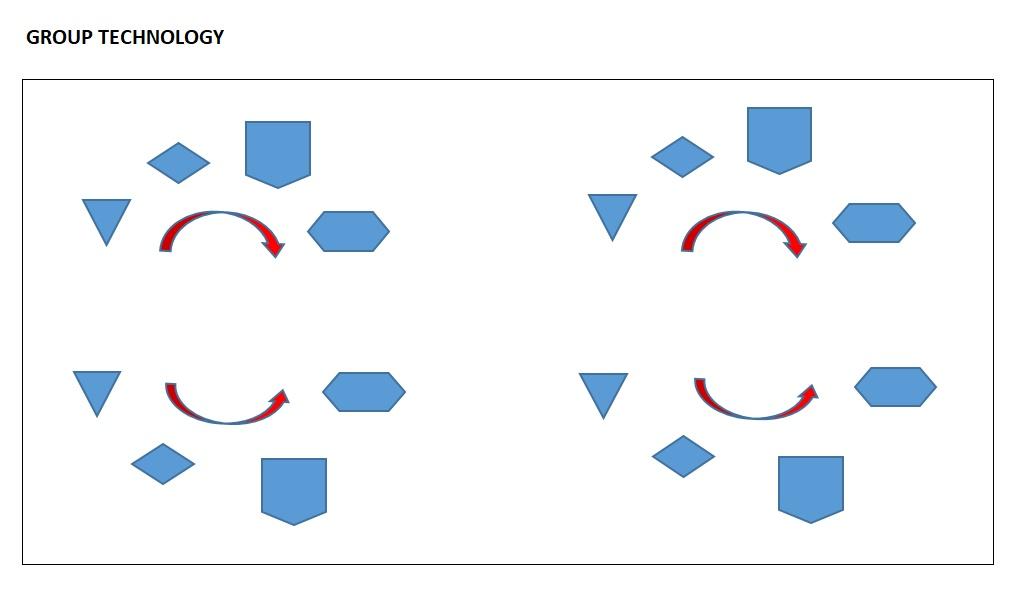
Partendo da una situazione di organizzazione per reparti, raggiungeremmo un’organizzazione di tipo group technology
La conoscenza dei principali modelli di organizzazione, permette al controller di porre in essere, oltre che le solite analisi legate allo stato di salute dell’azienda, anche le azioni correttive volte al miglioramento dei conti aziendali. Parleremo di molti aspetti legati all’ottimizzazione dei costi di produzione durante il nostro corso “Diventa un Controller”. Per info e date clicca qui